Fuel assessments, Biomass combustion and handling support
The Ecotube System for emission control
BioC Ltd is the UK representative for ECOMB AB. They supply emission
control solutions based on the Ecotube technology. ECOMB AB was founded in 1992 and their main product is
the Ecotube System. This is a patented system that is based on the introduction of high velocity air jets from a
water cooled steel tube in the post combustion zone in a combustion chamber. This creates a turbulent environment
where combustion gases and air are mixed efficiently resulting in a complete burnout. The injection of air through
the Ecotube gives superior control over the air flow pattern compared to a traditional OFA or BOFA system and
offers a number of additional benefits.

The introduction of mechanical parts into the combustion zone is always
difficult with many potential problems. The design of the current Ecotube System is the outcome of over 20 years
of development to overcome these problems. It uses steam to periodically remove any soot or deposits and keep
them clean. The system has an independent control system, separate water loop to isolate the tubes from pressure chocks
from the external water supply and emergency power reserves capable of extracting the tubes from the combustion
chamber in case of power failure.
ECOMB offers a range of solutions based on the Ecotube concept:
- Ecotube air staging
- Ecotube SNCR
- Ecotube FGR
- Ecotube reburning (currently under development)
They also offer associated services:
- Furnace inspection
- Boiler diagnostic investigation
- Computational Fluid Dynamics (CFD)
- Combustion Consulting Services
ECOMB AB has installed Ecotube systems in many parts of the world including:
- Sweden
- United Kingdom
- The Netherlands
- Poland
- France (incl. Martinique and Reunion Island)
- USA
The improvements to the combustion situation in the upper part of a combustion chamber that can be achieved using this
approach are many. Some of the environmental and financial benefits are shown in the list below which is based on
experience from existing installations.
Financial benefits from an Ecotube installation are:
- Increased thermal efficiency of the plant.
- Increased Steam flow.
- Reduced flue gas flow.
- Reduced fly-ash carry-over.
- Reduced flue gas temperature in the convection pass.
- It is usually possible to increase the waste throughput in a waste incinerator.
Environmental benefits from an Ecotube installation:
- Reduced emissions of NOx, CO, CO2, NH3 and particulates.
- Increased residence time at temperatures above 850°C.
- Radically improved mixing with better burnout and less unburned carbon in the fly-ash.

Typical Ecotube installation
Example performance of an Ecotube system installed on 2 coal fired 240 MWth boilers in France, replacing an existing SNCR system. This Ecotube system consist of Ecotube air staging, FGR and SNCR.

The reduced O2 levels resulted in an increased boiler efficiency and there were no detrimental effect on CO emissions
which were kept at a low level.
Ecotube air staging
This is the original Ecotube concept where the combustion air in the primary combustion zone is reduced and
instead added later through the Ecotubes. This air staging gives a lower oxygen concentration in the primary combustion zone which
results in less NOx and the high energy air jets give a mixing that is superior to traditional methods. This is the same concept
as that used in an Over Fire Air (OFA) system, but the higher precision in the air injection and higher turbulence that can be
created gives a significantly better performance.
The efficient mixing improves the burnout and allows operation at lower levels of excess air, which gives lower flue gas flow and
therefore lower fan duties on both FD and ID fans. The experience is that generation of fly ash is usually reduced by 10-15% which
together with the lower flue gas flow reduces the duty of the filters and improves their performance. The lower level of excess air
will also result in lower velocities in the convective parts, which together with the lower amount of fly-ash will reduce erosion.
The lower oxygen concentration at the furnace exit gives an increase in the overall thermal efficiency. The rule of thumb is that
in a power generating boiler 1% reduction in furnace oxygen gives 0.5% higher thermal efficiency.
The amount of unburned carbon in the formed fly-ash is also typically lower, which means that the ash can be sold at a better price.
Ecotube SNCR
The Ecotube can be combined with an integral SNCR system where Ammonia or Urea is injected into the air jets.
This gives a number of significant advantages over a traditional SNCR system:
- The turbulent mixing reduces any CO in this zone, which gives the SNCR more optimal conditions to work in. Whilst it is well known that
SNCR does not work well in high CO environments, Ecotube SNCR doesn't have this problem.
- Better control of the dosing and distribution of reactants results in lower consumption of chemicals as well as lower slip
compared to traditional SNCR technology.
- Traditional SNCR uses water to carry the reactants into the reaction zone whilst Ecotube SNCR uses the air jets to carry the reactants
to their target zone. The water consumption is therefore significantly lower.
Ecotube FGR
Flue Gas Recirculation (FGR) is a well understood method for reduction of NOx emissions. Part of the flue gases
are returned to the combustion zone together with the combustion air, which results in a lower oxygen concentration and lower peak
flame temperatures. Oxygen concentration and temperature in the combustion zone are two of the factors that determine how much
NOx is formed, so this has a strong effect on NOx emissions. This approach in combination with an Ecotube has proved a powerful
combination.
Ecomb has seen a reduction of NOx emissions in the order of 25-35% in FGR only installations. These plant are firing coal,
biomass, MSW and co-firing of coal and biomass in the size 22 - 270 MWth. Further reduction is achieved by the air staging and SNCR.
P-Ecotube (reburning)
The Ecotube offers a perfect platform for introduction of reactants other than in SNCR. The current development work
is focussed on the reburning concept where a secondary fuel, like wood dust, in combination with air staging is used to create
successive zones of alternating fuel rich and fuel lean conditions. This has been proved to be a powerful approach for reduction
of NOx emissions and will be possible to combine with the air-staging, SNCR and FGR that is already part of the Ecotube family
of emission control technologies.
Development work on other additives like lime for SOx control etc. are in the pipeline.
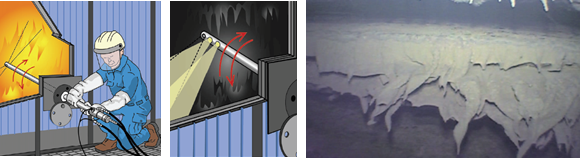
Furnace inspection / Boiler diagnostic investigation
ECOMB are often commissioned to carry out furnace inspections using their ECOMB in-furnace cameras. These are video
cameras mounted at the end of water cooled probes which allow visual inspection of the inside of a boiler in places that cannot be
seen through the inspection ports. Cameras with a built in LED light source can be used in normally dark areas of a boiler like in
the convective pass.
The furnace inspection is often extended into a full boiler diagnostic investigation, which apart from the camera inspection also
contains an investigation of furnace temperature using a suction pyrometer and gas analysis mapping of the upper parts of the furnace
using a water cooled gas probe and analyser. This data is combined with data from the existing analysers (CEMS, etc.) and any other
available data for an analysis of the performance of the boiler and identification of available actions for improved performance and
solutions to identified problems.
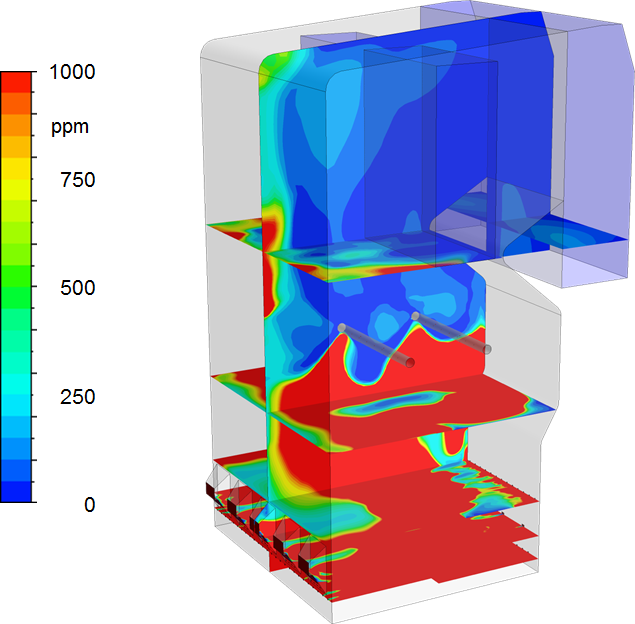
Computational Fluid Dynamics (CFD)
Two of the Ecomb partners have in-house capabilities for CFD simulations of part or whole combustion systems. Below is one example of a CFD simulation showing how the high concentration of CO in the lower part of the boiler (red) is eliminated when the gases are passing the two Ecotubes half way up the combustion chamber. This creates excellent conditions for SNCR in the upper part if required. This type of simulation is carried out as a standard before an Ecotube installation, but can also be carried out as a standalone contract.
Combustion Consulting Services
ECOMB offers general consulting support for combustion plants and particularly combustion related troubleshooting support.
This is an area where both Ecomb AB and BioC Ltd are active and complement each other's expertise and experience. We see this partnership
as a very positive development that will strengthen both organisations.
Common problem areas in combustion plants, encountered by ECOMB, are:
- Poor mixing/laminar flue gas flow
- Uneven temperatures and gas velocities
- Poorly utilized furnace volumes
- High NOx emissions
- Frequent CO spikes
- High SNCR reagent consumption
- High Ammonia slip
These are all areas where Ecomb and BioC have specialist knowledge, based on a detailed understanding of the combustion process, and a
long experience of finding solutions to this type of problem.
If you have questions or would like further information, please get in touch with BioC directly if you are based in the UK. We will be pleased to arrange a meeting where we can discuss your particular issues in more detail. For non-UK clients, please go to the ECOMB website (www.ecomb.se) where you will be able to find contact information.